Quality Lab Facility








In an automated production environment, where high volume component production has to be tested, we use these Air gauges. These Air gauges are calibrated not only for specific comparative inspection, but also for making quantitative measurements on critical component specifications such as ID & OD, thickness, depth of cavity, surface roundness in pre and post production areas. By this method we obtain speed and accuracy on all turned components with very little rejection.
This is a three coordinate measuring device, which accurately measures the vital points of the machined components, with a sensitive probe. The recorded values are then verified using CAD drawings, deviations are then recorded. This in turn, verifies the accuracy with which the component has been made. If all the recorded measurements fall within the specified tolerance range, then they are approved and if any discrepancy is found, it is either reworked or rejected.
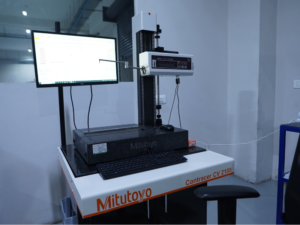
We have installed the Contracer CV-2100 series for inspection of all bought out items and finished items. This machine has high accuracy measurement capabilities and excellent repeatability characteristics. We use this for verifying component profiles and for verification of threaded components, to ensure that the ID and OD thread formations are within the specified tolerance limits. This machine is equipped with many specially fabricated interchangeable probes, depending on the inspection requirements.
For statistical analysis, we installed sophisticated micro height gauges for 2D measurements. These height gauges are temperature compensated and can be used in programmed mode or in manual mode.
We regularly use the world renowned, direct reading, Rockwell Hardness Tester for production control. Depending on the material, we either use the diamond or the regular ball indenter method for pre-production inspection of raw materials.
We have various sizes of Micrometres. They are used to measure the length, diameter, or thickness of our components, both in the pre and post manufacturing stage.
To ensure compliance to customer’s requirements for drilled and reamed bores, we developed especially hardened steel with carbide coated pin and plain plug gauges. The carbide coating is done to minimise wear and tear of the gauges.
We have surface tables of Zero grade. The surface table available with our inspection team has various sizes and the longest one is 1.6 meters in length.
We have a wide variety and accurate instruments like leg callipers; spline bore gauges, special thread plug gauges, and specially designed snap gauges and receiving gauges. These are regularly used to ensure compliance to customer’s specifications.
For quick and easy identification of the required inspection equipment we have installed easily accessible storage and retrieval racks. These instruments have a history card wherein the serial number, date of calibration and due date for calibration, location, and calibration certificates are periodically updated.
We have invested in two types of surface testers, the SURF TEST SJ-210 and SJ-410. These instruments help us to quickly test the surface quality, for which multiple varieties of inspection probes are used, depending on the component material and contour. The output readings are captured by direct LCD digital displays. The outputs can also be printed as text or as a graphical printout. We maintain a (statistical quality control) policy.
We have specially developed high quality hardened and ground steel, ring thread gauges. With this we verify the quality of OD and ID threads to the exacting specifications as per the customer’s drawings. We cater to both the metric and imperial set of standard threads. (UNC, UNF, BSWC, BSWF, SAE, NPT, NPS, BSP, JIS, Metric Course, Metric Fine and et all)
We have various sizes of Vernier Calipers. Each machine operator is equipped with appropriate Vernier Callipers, to ensure conformity in dimensions, during the entire machining process.
We have with us a non-contact measuring device with multiple focal lengths, combined with multiple magnifications. This device not only gives a high resolution, but also a very high accuracy, which is generally within 0.003 mm. We can program the inspection of the manufactured parts either in manual or in auto mode